
Jak dostat potřebné informace na minimální plochu?
Jakou zvolit technologii značení, aby byl výsledek dobře čitelný i na zaoblené ploše?
Jak zajistit čitelnost značení i při částečném opotřebení dílů?
Jak dostat potřebné informace na minimální plochu?
Jakou zvolit technologii značení, aby byl výsledek dobře čitelný i na zaoblené ploše?
Jak zajistit čitelnost značení i při částečném opotřebení dílů?

Před časem nás oslovil jeden z našich zákazníků, jestli bychom pro něj navrhli způsob značení kovových vrtáků o průměru 3 milimetry. Obsahem značení mělo být 6 alfanumerických znaků, které by umožnily jednoznačnou identifikaci každého nástroje, aby byla možná zpětná dohledatelnost.
Dalším požadavkem bylo, navrhnout vhodné verifikační zařízení, které bude schopno spolehlivě přečíst a zkontrolovat obsah vyznačeného kódu.
Náš cíl byl jasný: zvolit vhodnou technologii a najít takové parametry značení, aby bylo výsledné označení co nejkvalitnější. Protože, čím kvalitnější je značení na začátku, tím více může „ztratit“ opotřebením, než se stane nečitelným.
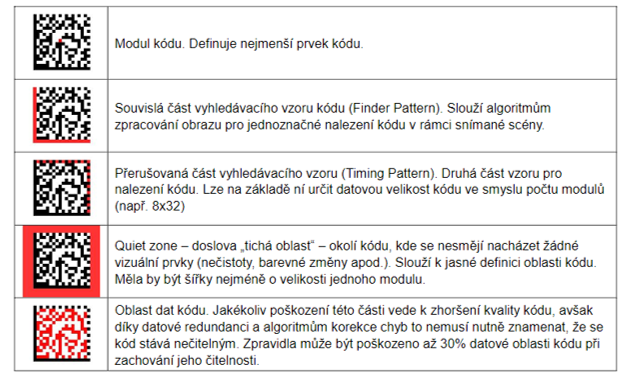
Bylo jasné, že pro označení produktu a výrobní šarže, nebude na vrtáku dost místa, a že tyto informace budeme muset zakódovat do 2D kódu – DataMatrixu (DMC - Data Matrix Code). Tak se dá podstatně zredukovat plocha výsledného značení.
Při výběru vhodného typu DMC bylo potřeba přihlédnout k:
V našem případě jsme potřebovali označit vrták velmi malého průměru, proto jsme zvolili obdélníkový tvar kódu. Dostatečnou kapacitu pro 6 alfanumerických znaků mají kódy 8 x 18 nebo 8 x 32 bodů.
Protože se jednalo o opravdu miniaturní kód, a navíc jsme počítali s jeho opotřebením, bylo dobré mít pár korekčních bytů (bajtů) navíc. Pokud by došlo používáním ke snížení kvality vyznačeného kódu, byla by tady možnost pomocí korekčních bytů „dopočítat“ poškozené body a značení přečíst, proto jsme zvolili kód 8 x 32.
| Typ kódu | Kapacita kódu | Počet korekčních bytů | ||
| řádky x sloupce | Numerická | Alfanumerická | Binární | |
| 8 x 18 | 10 | 6 | 3 | 3 |
| 8 x 32 | 20 | 18 | 8 | 5 |
| 12 x 26 | 32 | 22 | 14 | 7 |
| 12 x 26 | 44 | 31 | 20 | 9 |
Minimální fyzická velikost kódu závisí na rozlišení čtečky, použité pro verifikaci kódu. Protože zákazník potřeboval číst kódy nejen stacionární, ale i ruční čtečkou, bylo nutné zvolit takovou fyzickou velikost DMC, která bude okem viditelná, aby jej obsluha dokázala najít a načíst.
Po zohlednění všech okolností jsme stanovili fyzický rozměr DataMatrix kódu: 1,1 x 4,5 mm.
Co se týká výběru značicí technologie, tak v případě označování opravdu malých kódů, moc možností na výběr není. V případě kovových dílů je jasnou volbou vláknový značicí laser. My jsme použili univerzální ytterbiový pulsní vláknový laser s nízkou spotřebou energie GOLD LINE ve verzi MOPA s výkonem 30 W od LaserEvo.



Laserový paprsek dopadá kolmo pouze ve velmi úzké oblasti značení, vlastně jen v jednom jediném bodě. Pro zajištění správné ohniskové vzdálenosti je potřeba zajistit velmi precizní horizontální i vertikální polohování s přesností řádově v setinách milimetru. Označovaný předmět musí být v ohnisku laseru, jinak mu laserový paprsek nepředá potřebnou energii a výsledné značení nebude mít rovnoměrný kontrast, což negativně ovlivňuje čitelnost.
Značení kódu na válcové plochy s sebou nese jistá omezení s ohledem na fyzickou velikost kódu. V případě značení obdélníkového kódu, jehož delší hrana je v ose nástroje a kratší hrana kolmo na tuto osu, hrozí při nesprávné volbě velikosti kódu jeho deformace až posunutí oblasti „Quiet zone“ mimo viditelnou část nástroje, což ve výsledku vede ke zhoršení celkové kvality kódu.
Pozn.: „Quiet zone“ nebo "tichá zóna", se nazývá prázdný ochranný okraj kolem kódu, který vymezuje oblast kódu pro čtení.
Zásadním faktorem je pak nastavení konkrétních parametrů pro značicí laser:
Způsob a kvalita značení DMC pomocí technologie přímého značení laserem podléhá normě EN ISO/IEC 15415, která specifikuje dvě metody pro měření konkrétních parametrů dvourozměrných kódů (víceřadých čárových kódů a 2D maticových kódů).
Rovněž definuje metody vyhodnocování kvality a hodnocení jednotlivých parametrů kódu.
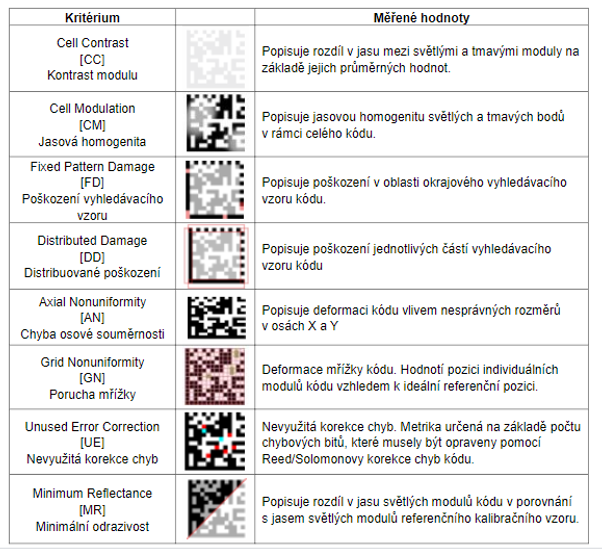
Norma pro hodnocení kvality kódu definuje 8 základních parametrů kódu, které jsou jednotlivě vyhodnocovány a na základě výsledků je přiřazena každému z nich dílčí známka v rozsahu 4-0 respektive A-F (přičemž nejlepší výsledek má hodnotu A/resp. 4 a nejhorší F/resp. 0).
Přehled hodnocených parametrů:
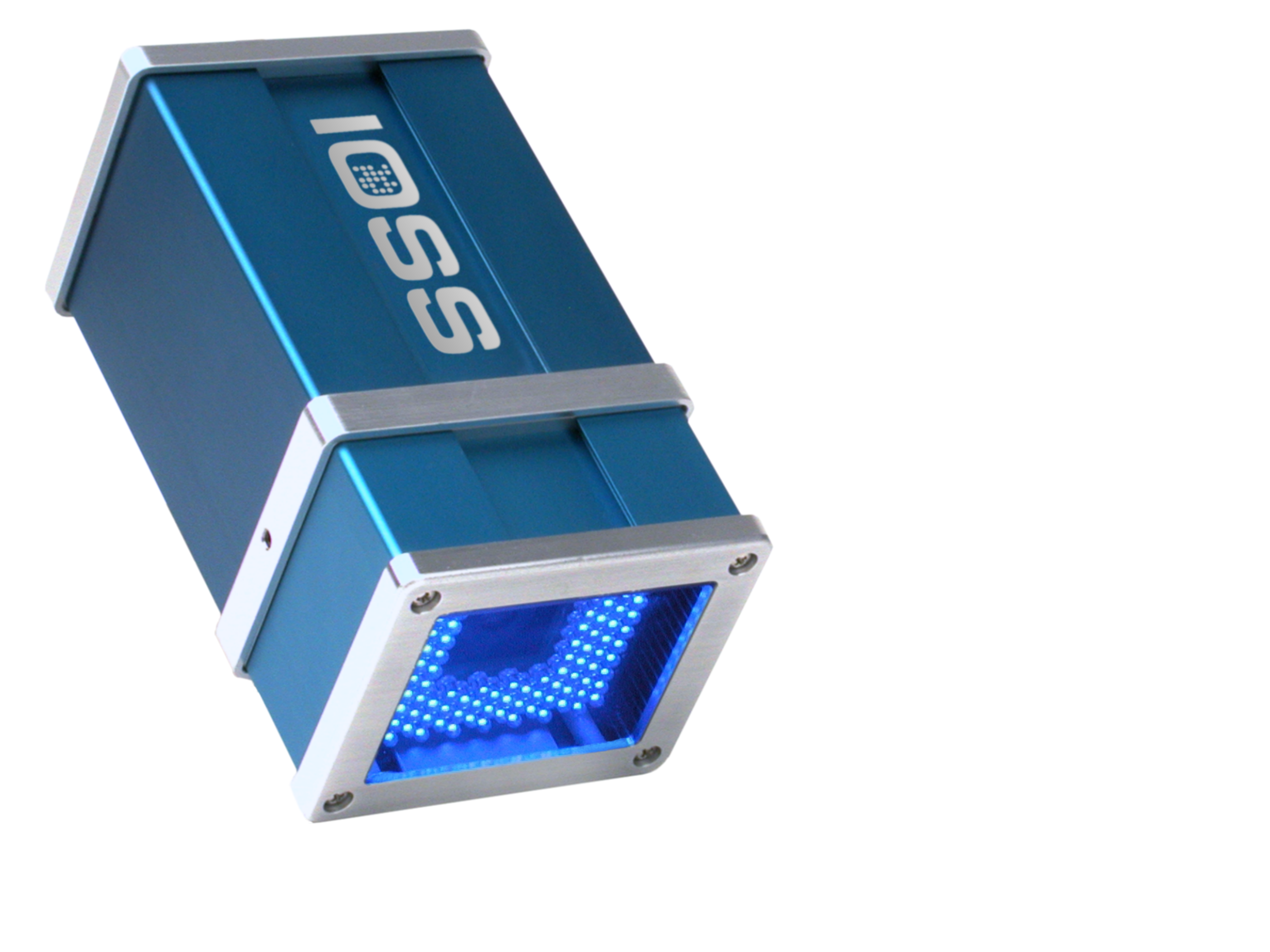
Pro účel stacionárního verifikačního zařízení jsme zvolili kameru IOSS DMR210 doplněnou o integrované difuzní osvětlení, omezující vznik odlesků na zakřivené ploše nástroje, a objektiv s ohniskovou vzdáleností f = 30 mm pro detailní záběr kódu.
Její výhodou je modulární konstrukce, která umožňuje kombinaci různých typů osvětlení a optiky pro dosažení požadovaných vlastností, při zachování vysokého stupně IP krytí, potřebného pro průmyslové využití.
Kamera je vhodná i pro čtení kódů až mikroskopických rozměrů označených např. na zakřivené, strukturované, zrcadlové nebo barvené povrchy.
Navíc Aplikace na PC umožňuje jednoduché ovládání kamery a nastavení jejích parametrů prostřednictvím Ethernetové komunikace.
Označené vzorky jsme nechali otestovat přímo v certifikované laboratoři výrobce kamerových čteček a tady je výsledek:
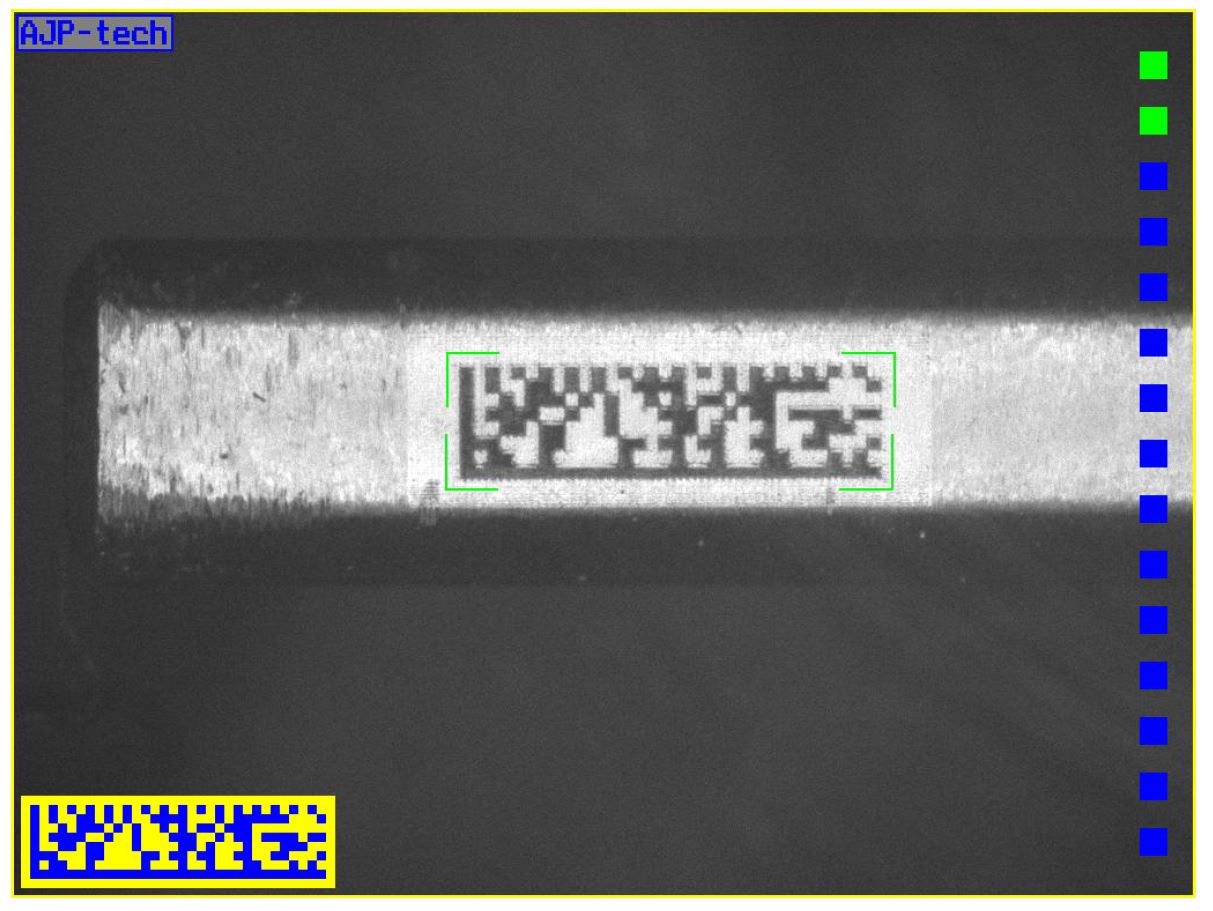
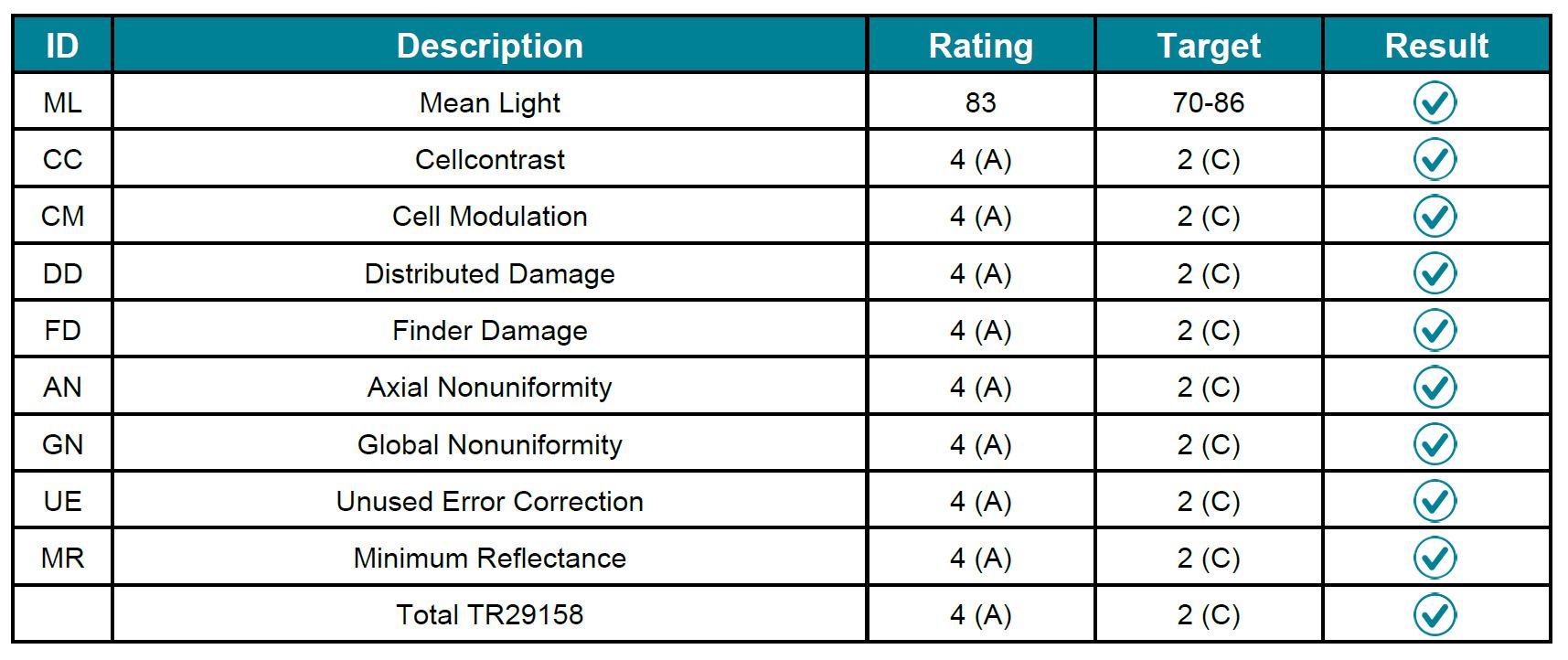
Protokol s výsledky kvalitativní analýzy miniaturního DMC kódu vyznačeného laserovým značením. (Jednotlivé parametry z výsledného protokolu jsou vysvětleny výše v Tabulce hodnotících parametrů dle EN ISO/IEC 15415).
Zajímají-li vás další informace k tomuto značení, použitému laseru laseru Gold Line nebo čtecí kameře IOSS DMR210, neváhejte mě kontaktovat.
A pokud právě hledáte nejvhodnější způsob spolehlivé identifikace vašich produktů, rádi navrhneme komplexní řešení i pro vás.